[VIP第1年] 指数:3
[VIP第1年] 指数:3
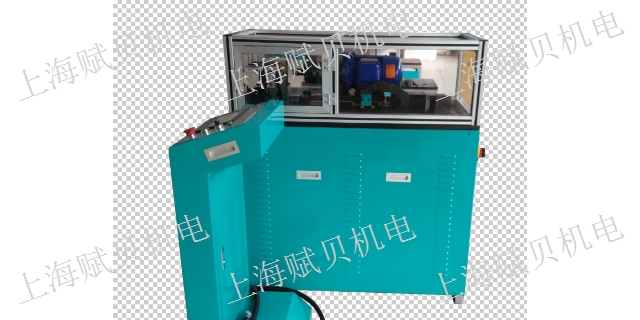
赋贝焊接机机械手激光焊接机介绍机械手激光焊接机主要有机械手、光纤激光器和控制系统组成。机械手可以组装成单轴到多轴的机械手,可根据不同的负载、行程、功能及特殊空间要求适配定制。同时,X、Y、Z三轴基础上可以扩展旋转轴和翻转轴,灵活度强,可以对各类不规则产品进行焊接作业,光纤激光器分为连续和脉冲两种光源,根据需求进行选择,控制系统根据机械手和激光器单独开发定制。机械手焊接光纤激光器自动化焊接降低人工成本提升工厂竞争力相较于人工,机器手臂有无可比拟的优势。如运行速度快、重复定位精度高,可有效节省人工成本、快速提升产能,适合大批量生产,可缩短交货周期,能确保产品质量的稳定性、均匀性与一致性,生产制造出来的产品品质有保障!设备特点:采用机械手可以无障碍不规则焊接作业焊接速度快,可满足,焊接过程热影响区小,变形小,焊缝平整光滑美观。激光器无耗材免维护,高效稳定,寿命达10万小时,整机耗电量相当于YAG激光焊接机及传统氩弧焊、碰焊、等离子焊的八分之一。电光转换效率高,是YAG激光器的5倍以上,焊接效率是YAG脉冲激光焊接机的5倍。操作简单,容易上手,很好的降低人工成本,提升工厂形象。焊接机的操作员需要具备良好的沟通和团队合作能力。宝山区焊接机操作

激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。激光焊接机参数编辑功率密度功率密度是激光加工中**关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接率密度在范围在104~106W/cm2。脉冲波形脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。脉冲宽度脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。离焦量的影响因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论。青浦区焊接机销售厂焊接机的技术不断创新,为各行各业提供更多可能性。

高频焊接机赋贝生产不但可以用于各种金属材料的焊接,还可以用于透热、熔炼、热处理等工艺。中文名高频焊接机功能透热、熔炼、热处理特点加热速度快,效率高目录1概述2基本参数3适合范围4主要优点高频焊接机概述编辑高频焊接机与其它的焊机不同,它的功能和用途并不只是单一焊接。高频焊接机不但可以用于各种金属材料的焊接,还可以用于透热、熔炼、热处理等工艺。焊接只是它的众多用途之一。工作原理是:首先在高频焊接机内由一整套独特的电子线路,将从电网输入进来的低频交流电(50Hz)转变成高频交流电(一般在20000Hz以上)。高频电流加到电感线圈(即感应圈)后,利用电磁感应原理转换成高频磁场,并作用在处于磁场中的金属物体上;利用涡流效应,在金属物体中生成与磁场强度成正比的感生电流,此涡流受集肤效应影响,频率越高,越集中于金属物体的表层。涡流在金属物体内流动时,会借助于内部所固有的电阻值,利用电流热效应原理生成热量。这种热量直接在物体内部生成的。所以,加热速度快,效率高。可瞬间熔化任何金属物。而且加热速度和温度可控。
线束焊接机和超声波金属焊接机,是一家集研发、制造、服务、销售为一体的高新企业。公司拥有一批技术人员长期致力于线束焊接和金属焊接的研究、实践、应用,对线束焊接和金属焊接有着丰富的经验和认识,凭着多年的焊接经验,必能为你解决线束焊接和金属焊接的问题。我司愿和你共同迈向双赢。超声波线束焊接机主要由超声波发生器、换能器、焊头、气动部分组成。适用于晶体管、集成电路、电解电容元件的连接而成。系统固定、安装和操作非常简便。该系统可以调节顺序完成。是介于冷压焊和摩擦焊之间的一种工艺,其利用的是高频机械振动产生的高密度能量,超声波金属焊接的焊头机械振动平行于工件表面。在加压的情况下,使两股金属线束表面相互摩擦而形成分子层之间的熔合,***形成方块状熔接。线束焊接机机焊接优点:两被焊接物体重叠,经超声振动加压接合成固态形式,接合时间短,且接合部分不产生铸造组织(粗糙面)缺陷;超声焊与电阻焊方法比较,模具寿命长,模具整修与替换时间少,而且易于实现自动化;同种金属不同种金属之间均可以进行超声焊接,与电气焊相比耗费能量少得多;超声焊与其他压焊相比,要求压力较小。且变型量在10%以下。焊接机的使用可以推动工业化和现代化进程。

这种结构不仅适合于轻型也适合于重型机器人。近年来点焊用机器人(负载100~150kg)大多选用平行四边形结构形式的机器人。上述两种机器人各个轴都是作回转运动,故采用伺服电机通过摆线针轮(RV)减速器(1~3轴)及谐波减速器(1~6轴)驱动。在80年代中期以前,对于电驱动的机器人都是用直流伺服电机,而80年代后期以来,各国先后改用交流伺服电机。由于交流电机没有碳刷,动特性好,使新型机器人不仅事故率低,而且免维修时间大为增长,加(减)速度也快。一些负载16kg以下的新的轻型机器人其工具中心点(TCP)的**高运动速度可达3m/s以上,定位准确,振动小。同时,机器人的控制柜也改用32位的微机和新的算法,使之具有自行优化路径的功能。运行轨迹更加贴近示教的轨迹。焊接机器人特点编辑点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人**早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳。焊接机的使用可以减少材料浪费和能源消耗。青浦区焊接机销售厂
焊接机可以进行金属艺术品的制作。宝山区焊接机操作
手持激光焊接机与氩弧焊接机劣优对比激光焊接机是高能束焊的一种,激光设备焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。优点是不需要在真空中进行,能进行精确的能量控制,因而可以实现精密器件的焊接。它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。目前已广范用于模具的修复。氩弧焊接氩弧焊接是电弧焊的一种,主要是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的。目前氩弧焊接是常用的方法,可适用于大部分主要金属,包括碳钢、合金钢。熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金,由于价格低,被***用于模具修复焊,但焊接热影响面积大、焊点大等缺点,目前在精密模具修补方面已逐步补激光焊所代替。激光焊接与氩弧焊接的区别氩弧焊接是电弧焊的一种,利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的但焊接热影响面积大、焊点大等缺点,氩弧焊接使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形;而激光焊焊缝的特点是热影响区范围小,焊缝较窄,焊缝冷却速快。宝山区焊接机操作
文章来源地址: http://dgdq.ehsy.com-m.chanpin818.com/gkxtjzbyb/qtgkxtjzbdn/deta_29154561.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。